Qu’est-ce que la Passivation?
La plupart des pièces des thermoplongeurs à bride sont fabriquées en acier inoxydable – un alliage qui est principalement composé de fer, de carbone et de chrome.
Parmi ces derniers, le chromes est l’élément chimique qui rend l’acier « inoxydable », c’est-à-dire résistant à la rouille. Le chrome réagit avec l’oxygène dans l’atmosphère afin de former une fine couche d’oxyde – ou un film passif – à la surface du métal.
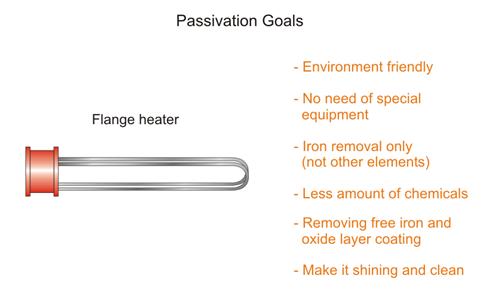
Lorsque des objets en acier inoxydable sont coupés ou rayés, ce film passif réagit avec l’oxygène et « répare » la surface exposée, empêchant ainsi la formation de rouille. Voir la Figure 1 pour connaître les avantages.
La passivation est le processus consistant à traiter le métal avec des acides en vue d’éliminer le fer libre de la surface de ce dernier et de le recouvrir avec cette couche d’oxyde anti-corrosion. Cette couche passive peut être endommagée par la chaleur ou par des substances chimiques en cas d’humidité élevée.
Cela peut provoquer l’apparition de rouille sur les pièces de l’élément chauffant. Par conséquent, la passivation doit être mise en œuvre de manière régulière afin d’éviter tout dommage.
Bien que l’acide nitrique soit généralement utilisé pour passiver les produits en acier inoxydable, récemment l’acide nitrique est également utilisé. Il est plus sûr et il offre de nombreux avantages par rapport à l’acide nitrique.
- Il est plus écologique (biodégradable).
- Aucun équipement spécial n’est nécessaire pour le manipuler.
- Il n’émet pas de vapeurs d’oxyde d’azote nocives.
- Il n’élimine que le fer (et aucun autre élément) de l’alliage.
- Des quantités moindres d’acide citrique sont requises (par rapport à l’acide nitrique) car il est plus efficace pour éliminer la corrosion.
- Il peut également nettoyer et lustrer le métal.
Même si la quantité d’acide, la température et la durée du processus de passivation dépend du type d’alliage traité. Il implique généralement les étapes suivantes :
- Un nettoyage minutieux de la surface de l’équipement. Cette opération permet d’éliminer les huiles, les graisses et les autres dépôts présents sur la surface.
- Une immersion des pièces dans une solution de passivation (généralement à base d’acide nitrique ou d’acide citrique) pendant une période de vingt minutes minimum (jusqu’à deux heures maximum) selon la quantité de corrosion. La solution doit être à température ambiante ou à une température maximum d’environ 49°C.
- Une fois la passivation terminée, les pièces doivent être rincées dans de l’eau ou dans une solution de dichromate de sodium (Na2Cr2O7) afin de neutraliser toute trace d’acide pouvant subsister à la surface des pièces qui doivent ensuite être séchées.
 Étant donné que la passivation implique d’utiliser des acides, elle ne doit être réalisée que par un personnel formé qui dispose d’une expérience relative à l’utilisation de ces dernier et qui a revêtu des protections appropriées, comme l’utilisation de gants en caoutchouc, de bottes et d’autres équipement visant à maintenir la sécurité lors de l’opération.
Étant donné que la passivation implique d’utiliser des acides, elle ne doit être réalisée que par un personnel formé qui dispose d’une expérience relative à l’utilisation de ces dernier et qui a revêtu des protections appropriées, comme l’utilisation de gants en caoutchouc, de bottes et d’autres équipement visant à maintenir la sécurité lors de l’opération.
Vous pouvez vous référer aux normes de l’industrie ASTM A-380 et ASTM A-967 afin d’obtenir des directives sur la procédure à suivre.Après la passivation, divers tests peuvent être réalisés pour vérifier si cette dernière a été effectuée correctement.
Cela inclut une exposition à une pulvérisation de sel pouvant durer jusqu’à deux heures ou à des conditions d’humidité élevée pendant vingt-quatre heures.
Une méthode couramment utilisée pour procéder à des vérifications consiste à immerger des parties de la bride dans une solution de sulfate de cuivre (CuSO4) pendant six minutes, puis à les rincer et à les examiner. Si une coloration rose est visible, cela indique la présence de fer libre. Cela signifie que le processus de passivation n’était pas satisfaisant.
Même les thermoplongeurs à bride et les réservoirs peuvent être fabriqués en acier inoxydable, le revêtement anti-corrosif de l’acier inoxydable est souvent endommagés, en effet l’équipement chauffant à bride et les réservoirs sont constamment exposés à de l’eau chaude. Ainsi, les thermoplongeurs à bride ont régulièrement besoin d’être passivés afin de préserver les propriétés anti-corrosives de l’équipement.
Esto no sólo prolonga su vida útil, sino que también garantiza la calidad y seguridad continuas de los calentadores, lo que lo convierte en un proceso importante para los calentadores industriales.